Industrial Conveyor Systems: Basics of Smart Manufacturing Movement
Industrial conveyor systems are mechanical handling systems designed to move materials, products, or goods from one location to another inside factories, warehouses, distribution centers, airports, and processing plants. These systems improve efficiency by reducing manual handling and supporting continuous movement during production or storage operations.
Modern industries depend heavily on conveyor automation because it helps maintain productivity, improves workplace safety, and supports faster manufacturing processes. Conveyor systems are widely used in sectors such as automotive manufacturing, food processing, pharmaceuticals, mining, logistics, packaging, and e-commerce fulfillment centers.
The main purpose of industrial conveyor systems is to create a smooth and organized material flow while minimizing delays and operational interruptions.
How Industrial Conveyor Systems Work
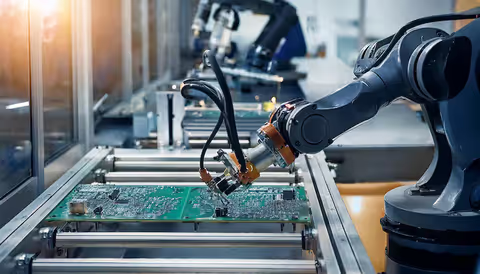
Industrial conveyor systems operate using a combination of motors, belts, rollers, chains, sensors, and control systems. Materials are placed on the conveyor surface, and powered movement transfers the items along a defined path.
The movement can be horizontal, vertical, inclined, or curved depending on the facility layout and operational requirements. Many modern systems use programmable logic controllers (PLCs), industrial sensors, and Industrial Internet of Things (IIoT) technology for monitoring and automation.
A basic conveyor process usually includes:
Main Operating Stages
- Material loading onto the conveyor
- Motor-driven movement of the conveyor surface
- Sensor-based tracking and positioning
- Sorting, packaging, or assembly integration
- Material unloading at the destination point
Automated conveyor systems can also communicate with warehouse management software and robotic systems to improve production accuracy.
Major Types of Industrial Conveyor Systems
Different industries require different conveyor structures based on material weight, speed, temperature, and production environment.
| Conveyor Type | Common Application | Key Feature |
|---|---|---|
| Belt Conveyor | Packaging and warehouses | Continuous surface movement |
| Roller Conveyor | Distribution centers | Smooth movement for boxes |
| Chain Conveyor | Heavy manufacturing | Handles large loads |
| Screw Conveyor | Food and powder handling | Enclosed material transport |
| Overhead Conveyor | Automotive assembly | Saves floor space |
| Pneumatic Conveyor | Chemical industries | Air-powered movement |
| Magnetic Conveyor | Metal processing | Controls ferrous materials |
| Vibrating Conveyor | Mining and bulk materials | Controlled material flow |
Key Components of Conveyor Systems
Industrial conveyor systems contain several important components that work together to ensure stable and reliable operation.
Core Components
- Conveyor belts or rollers
- Electric motors and drives
- Gearboxes
- Conveyor frames and supports
- Sensors and switches
- Control panels
- Bearings and pulleys
- Safety guards
- Emergency stop systems
The durability and efficiency of these components directly affect operational performance and maintenance requirements.
Importance of Conveyor Automation in Industry
Conveyor automation has become a major part of smart manufacturing and warehouse automation strategies. Automated systems reduce human effort while improving consistency and operational accuracy.
Industries use automated production lines to support high-volume manufacturing without increasing labor-intensive activities. This helps improve throughput and operational reliability.
Key Advantages
- Faster material transportation
- Reduced manual handling risks
- Improved workplace safety
- Better production efficiency
- Consistent workflow management
- Lower operational downtime
- Improved inventory movement
- Easier integration with robotics
In large manufacturing environments, conveyor systems also help maintain organized production scheduling.
Real-World Industrial Applications
Industrial conveyor systems are used across many sectors because they support scalable material handling operations.
Automotive Manufacturing
- Automotive plants use conveyor automation for vehicle assembly, painting, welding, and component transportation.
- Overhead conveyors are commonly used to move vehicle frames through production stages.
Food and Beverage Processing
- Food processing facilities use sanitary conveyor systems for packaging, sorting, and ingredient transport.
- Stainless steel conveyors are common because they support hygiene standards.
- Mining industries rely on heavy-duty belt conveyor systems to transport ores, coal, sand, and minerals over long distances.
Warehouse Automation
- E-commerce and logistics companies use roller conveyors and sorting systems to handle parcel movement and inventory distribution efficiently.
- Pharmaceutical industries use precision conveyor systems for packaging, inspection, and contamination-controlled operations.
Industrial Conveyor Safety Standards and Regulations
Safety is a critical aspect of conveyor system operations. Many countries enforce industrial safety regulations to reduce workplace hazards related to machinery and automated equipment.
Several organizations publish standards for conveyor system safety and maintenance.
Important Safety Standards
- Occupational Safety and Health Administration (OSHA) conveyor safety guidelines
- International Organization for Standardization (ISO) machinery standards
- American National Standards Institute (ANSI) safety recommendations
- International Electrotechnical Commission (IEC) automation standards
Important safety measures include:
Common Safety Practices
- Emergency stop controls
- Safety guarding around moving parts
- Lockout and tagout procedures
- Routine maintenance inspections
- Worker safety training
- Load monitoring systems
Facilities that follow proper industrial safety procedures reduce operational risks and improve equipment reliability.
Recent Trends in Industrial Conveyor Systems
Industrial automation technology has evolved rapidly during the last year. Manufacturers are focusing on smart conveyor systems that support predictive maintenance and energy-efficient operations.
2025 Conveyor Technology Trends
- Increased use of AI-powered monitoring systems
- Growth of cloud-connected industrial automation
- Expansion of robotic conveyor integration
- Adoption of energy-efficient motor systems
- Use of digital twins for production simulation
- Real-time conveyor analytics through IIoT platforms
During 2025, many manufacturing facilities also expanded autonomous warehouse operations using smart conveyor automation and robotic sorting technology.
Another major trend is modular conveyor design. Modular systems allow facilities to expand production lines more easily without major structural modifications.
Common Problems Conveyor Systems Help Solve
Industrial conveyor systems solve several operational challenges that affect manufacturing and logistics environments.
Operational Challenges Addressed
- Slow material transportation
- Production bottlenecks
- Workplace injury risks
- Inefficient inventory movement
- High manual handling dependency
- Product damage during transport
- Irregular workflow coordination
Automated conveyor systems improve consistency and help organizations manage higher production volumes with better operational control.
Useful Software and Industrial Tools
Modern conveyor systems often connect with industrial software platforms for monitoring, automation, and performance analysis.
Common Industrial Technologies
- PLC programming software
- SCADA monitoring systems
- Warehouse management systems
- Industrial IoT platforms
- Predictive maintenance software
- Robotics integration platforms
- Machine vision inspection systems
Popular industrial automation companies continue developing advanced conveyor control technologies that support smart factory environments.
Learning Resources for Conveyor Technology
People interested in conveyor automation and material handling systems can explore several educational resources.
Helpful Learning Sources
- Industrial automation training institutes
- Manufacturing engineering textbooks
- PLC programming courses
- OSHA workplace safety materials
- Engineering webinars and conferences
- Smart manufacturing research publications
Technical learning resources help engineers and operators understand conveyor system design, maintenance, and automation integration.
FAQs
What are industrial conveyor systems used for?
Industrial conveyor systems are used to transport materials, products, and goods efficiently within manufacturing plants, warehouses, airports, and logistics facilities.
Which industries commonly use conveyor systems?
Industries such as automotive, mining, pharmaceuticals, food processing, packaging, logistics, and e-commerce commonly use conveyor systems.
What is the difference between belt conveyors and roller conveyors?
Belt conveyors use a continuous moving belt surface, while roller conveyors use rotating rollers to move products. Belt conveyors are better for irregular items, while roller conveyors are commonly used for boxes and packages.
How do smart conveyor systems improve efficiency?
Smart conveyor systems use sensors, automation software, and real-time monitoring to improve workflow accuracy, reduce downtime, and support predictive maintenance.
Why is conveyor safety important?
Conveyor safety is important because moving machinery can create workplace hazards. Safety systems help prevent accidents, equipment damage, and operational interruptions.
Conclusion
Industrial conveyor systems play a major role in modern manufacturing, logistics, and material handling operations. These systems support continuous production flow, improve workplace efficiency, and reduce manual transportation challenges.
With the growth of industrial automation, smart factories, and warehouse robotics, conveyor technology continues evolving rapidly. Modern systems now include AI monitoring, predictive maintenance, cloud connectivity, and advanced sensor integration.
As industries continue focusing on operational efficiency and automation, industrial conveyor systems will remain an essential part of global manufacturing and supply chain infrastructure.